
- Как да си направим шперплат
- Марки и класове от шперплат
- Маркиране на шперплат
- Технически характеристики на шперплат
- Функции на приложението
Помогнете на развитието на сайта, споделяйки статията с приятели!
Шперплатът е композитен материал, създаден от дърво. Това са листове, образувани чрез залепване на няколко тънки слоя дърво - фурнир. Влакна от съседни слоеве са разположени под ъгъл една спрямо друга, по правило, перпендикулярно. Поради това, високите якостни характеристики на шперплат и неговата стабилност при колебания на влага се комбинират с големи размери на листа, което на практика е недостижимо за масивна дървесина.

Как да си направим шперплат
Производството се състои от няколко етапа:
- Първоначално, дървените трупи, избрани за производство, се накисват в топла вода, за да осигурят дървото с мекотата, необходима за обработка.
- От приготвен чурак от определен размер се получава фурнир, който след това се изравнява и суши.
- Фурнирът се сортира, в него се елиминират дефекти и от него се оформят листове с определен размер.
- Фурнирните листове се сглобяват в определен ред и се залепват заедно с лепило.
- След изсушаване на получените пакети, ръбовете им се нарязват до необходимия формат, а предните повърхности, ако е необходимо, се смилат и покриват с декоративен слой.
Получаване на фурнир за шперплат
За да се получи фурнир, използвайки различни методи. Най-често се използва кръгов пилинг: подготвеният чурак се върти около надлъжната ос, а специален нож премахва тънък слой от него.
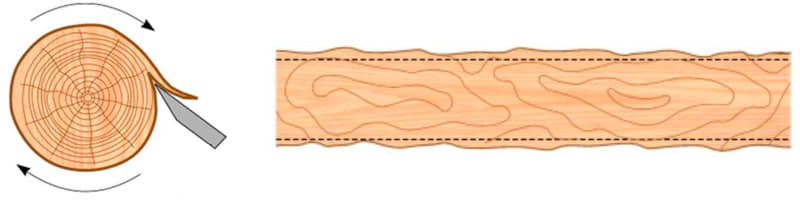
Отстраненият слой от дърво се разгъва в лента, нарязва се на листа и се изпраща за по-нататъшна обработка.

В някои случаи се използва пилинг с ексцентрично въртене на детайла. Това дава по-интересен периодичен модел, поради пресичането на годишните слоеве с нож.
По-рядко се използва плоско стругане, което позволява да се получи фурнир с даден модел на рисунка, в зависимост от посоката на обработка. Има тангенциален и радиален фурнир. Те се различават по местоположението на работната равнина по отношение на радиуса на трупа и вида на модела, който образува дървената структура. За производството на фурнир този метод избира качествена дървесина, която няма дефекти.
За специални случаи фурнирът се произвежда чрез рязане. Този метод не изисква специална подготовка на дърво и ви позволява да получите естествен модел с естествен цвят.
Премахване на дефекти и формиране на листа
Полученият фурнир съдържа различни дефекти, наследени от дърво. Освен това може да има повреди, причинени от самия производствен процес. Освен това първият материал не винаги отговаря на необходимия формат на листите. За да приведе фурнира до желаните параметри, той се обработва допълнително.
На първо място, подбора и унищожаването на материала. Отстраняват се неподходящи листове или части от тях, свободно свързани или засегнати от гниене и се подбират за подходящи стъпки. Нарязват се развалени, ронливи и некачествени обекти. След това отделните части се нарязват по ръбовете и се залепват на листа с желания размер. Ако е необходимо, възлите се отстраняват и на мястото им се поставят лепенки. Разпръскваните пукнатини се поправят по същия начин.

лепене
Адхезивните опаковки се образуват от подготвени и изсушени фурнирни листове. Обикновено те включват нечетен брой слоеве. Централният слой е положен структура в напречна посока, като всеки следващ - под прав ъгъл спрямо предишния. Посоката на външните слоеве от двете страни е еднаква и се счита за надлъжна.
Има шперплат и с равен брой слоеве. В този случай двата централни слоя имат една и съща посока на структурата. Всички слоеве, като правило, имат еднаква дебелина. Но в ГОСТ изискването е специално заявено, че слоевете са разположени симетрично спрямо централната.
Фурнирът се залепя с преса и висока температура. Пресата осигурява еднаквост и минимална дебелина на адхезивните слоеве и е необходимо нагряване за втвърдяване на смолата. След залепване, листите се съхраняват в торби за равномерно охлаждане и изравняване на вътрешните напрежения и влажност.

резитба
Залепени плочи се изрязват по краищата на специални машини. Тази операция осигурява равномерно завършване и осигурява точния формат на листите.
Марки и класове от шперплат
Шперплатът е разделен на видове, марки и сортове по няколко параметъра:
- дървесни видове, които отиват във фурнира;
- вида лепило, с което се залепва фурнирът, специално импрегниране и други характеристики на производството, които определят основните качества на материала;
- качеството на лицевите слоеве и използването на специални покрития.
По вид дърво, шперплатът се разделя на твърда и мека дървесина. За тях съществуват дори два отделни стандарта: ГОСТ-3916.1-96 и ГОСТ-3916.2-96. Шперплатът може да бъде направен от един вид фурнир или с тяхната комбинация. Външният му вид се определя от външния вид на външните слоеве.
печати
Има няколко марки шперплат, които се различават по своите свойства.
1. FSF - шперплат, залепен с фенол-формалдехидна смола. Издръжлив и доста устойчив на влага. Най-често се използва в строителството.

2. FC - слоевете на фурнира се залепват с лепило карбамид. Материалът има влагоустойчивост малко по-ниска от тази на PSF. Като правило, по производство се осигурява по-лесно екологична безопасност. Използва се за производство на мебели, контейнери, за вътрешна декорация, конструкции, използвани в сухи помещения.

3. FB - фамилия от печен шперплат с различни възможности за залепване и импрегниране на фурнир с бакелитни смоли. Употребата на бакелитова смола придава на повърхността твърдост на плочите, 2-4 пъти повишава якостта на опън при огъване, повишава влагоустойчивостта с 50-70%.

Особено висока якост и влагоустойчивост е FBS шперплат, изцяло направен с алкохол-разтворима бакелитова смола. Той дори издържа на контакт с морска вода. Използва се за изработване на payoli, банки и транцета за надуваеми лодки, детайли за корпуса от малки кораби.
Марк FBV се различава в това, че водоразтворимата смола се използва за свързване. Поради това, FBV е около 16% по-малко водоустойчива от FBS.
В допълнение към тези две, има и допълнителни марки, с различни комбинации от алкохол-разтворими и водоразтворими смоли: FBS-1, FBV-1, FBS-1A.
За печен шперплат от FBS и FBV тип на външния слой се използва фурнир не по-нисък от II клас, за шперплат с комбинация от смоли от различни видове (FBS-1, FBV-1, FBS-1A) се използва фурнир не по-нисък от III клас. Подробните спецификации са описани в ГОСТ 11539-2014.
4. FBA е единствената марка на естествен шперплат. В него фурнирът се залепва с албуминово или казеиново лепило. Този материал е напълно екологичен, но не и водоустойчив.

Сорт
Степента на шперплат се определя от качеството на повърхността му. Дървото е хетерогенен материал, в който възникват възли, каверни, пукнатини и гниене. При обелване тези дефекти стават фасети. За тяхното отстраняване е споменато по-горе в раздела за производството.
Обширен списък на всички допустими дефекти е дефиниран в ГОСТ: както естествени за дърво, така и специфични производствени дефекти. Тя предвижда допустимостта на дефектите от всеки тип за всеки клас материал, техните максимални размери и количество на лист или за единица площ.
Изискванията за твърда дървесина и иглолистна дървесина са малко по-различни, така че сортовете иглолистни шперплат имат “х” в тяхното предназначение. По-долу в по-опростена форма са изброени приемливите дефекти за твърда дървесина и иглолистна дървесина.
Елитен сорт Е.
- Не се допускат видими дефекти върху повърхността на листа от степен Е.
- На иглолистна шперплат от клас Ex може да има щифтове в размер до 3 броя на 1 m 2 .
- За твърда дървесина са допустими единични незначителни промени в структурата на дървесината.

Степен 1.
- възли, включително падащи и отвори;
- затворени пукнатини (за 1x - разделени пукнатини до 250x3 mm);
- ярка светлина - следи от обрасли механични увреждания на дърво;
- здравословно обезцветяване;
- фурнирни пространства на вътрешните слоеве с ширина до 2 mm, дефекти на ръбовете;
- ремонтни вложки за уплътнителни възли.

Клас 2.
- възли и червеи;
- затворени и отворени пукнатини;
- леки и тъмни кълнове;
- джобове за смола и смола;
- припокриващ се външен слой от фурнир;
- драскотини и вдлъбнатини;
- фурнирни вложки за фиксиране на възли и пропуски;
- залепваща лента или инфилтрация на лепило.

Степен 3
Повърхността на шперплат 3 степени може да съдържа всички видове дефекти, изброени за клас 2. Разликата в техния брой и размер. Изброяваме някои от тях.
- Допустимата дължина на застъпванията за иглолистни дървета е увеличена от 200 на 400 mm, а броят им от 3 до 5 броя. Подобни са и промените за твърда дървесина.
- Дължината на пукнатините е увеличена от 300–400 mm на 600, а тяхната ширина от 2 до 5 mm, а за степен 3x на 10.
- Премахнато е ограничението за дължината на затворените пукнатини;
- За иглолистните дървета е премахнато ограничението за броя на възлите и техният размер е увеличен до 70 mm, а за твърда дървесина са разрешени възли с пукнатини.

Степен 4
За шперплат 4 клас премахнаха повечето от ограниченията. Само максималните размери на обширни дефекти, като възли (до 100 мм), напукани пукнатини (до 15 мм), ширина на ръбовете (до 15 мм) и други са регулирани. Този клас е технически материал, към външните слоеве на които са наложени минимални изисквания, така че да се запазят необходимите механични качества.

Допълнителни изисквания за качество.
За всеки клас шперплат има изискване за броя на видовете, които едновременно присъстват върху дефектите на листа. Например, ако освен възела все още има пукнатини, припокривания и кълнове, то разнообразието на този материал не може да бъде по-високо от 2 или 1x.
| клас | Броят на видовете дефекти | |
| твърда дървесина | иглолистен | |
| Е (елит) | 0 | 0 |
| 1 | 3 | 6 |
| 2 | 6 | 9 |
| 3 | 9 | 12 |
| 4 | Няма ограничение | Няма ограничение |
За степен 4 всички дефекти се допускат във всяко количество, с изключение на гниене, но с ограничение на техния размер в съответствие с таблица № 3 на ГОСТ.
Качеството на две различни повърхности на листа може да не съвпада. В този случай сортът е посочен за всяка от тях чрез наклонена черта. Например шперплат от клас 1/2, степен 2/2, степен 2/4, степен 4/4 и т.н.
Видове шперплатно лице
Шперплатът се отличава със степента и метода на обработка на повърхността му:
- неполиран (NSH);
- земята от едната страна (Ш1);
- с двустранно шлайфане (Ш2)
Шлайфането придава на материала гладкост и го прави готов за довършване, което е удобно за довършителни работи или при производството на мебели. Шлайфането се подлага на една или на двете страни на листа.
Повърхността на шперплат може да бъде покрита с ламинирано покритие от хартия на основата на фенол-формалдехидна смола. Това покритие дава повърхностна твърдост и износоустойчивост. Ламинираният шперплат се използва в мебелното производство, за довършителни работи, като материал за създаване на различни конструкции, за изработване на кофражи за многократна употреба.
Маркиране на шперплат
Основните параметри на шперплат са посочени в обозначението, с което се маркира. Стандартното етикетиране съдържа:
- име на материала;
- скалата, от която се прави фурнирът на външните слоеве;
- марка;
- разнообразие;
- клас на емисиите;
- индикация за повърхностно смилане;
- формат на листа;
- посочване на стандарта.
Например: "FSF борова шперплат 2/4 E1 Sh1 1525x1525x6.5 ГОСТ 3916.2-96" е обозначение на FSF борова шперплат с повърхности от 2 и 4 степени, първи емисионен клас, с едностранно полиране, 6.5 мм дебелина с размери 1525х1525 мм, в съответствие с ГОСТ 3916.2-96.
За ламиниран шперплат марката на филма е допълнително обозначена. Маркирането на печен шперплат е по-лесно. Тя включва само името, марката, размера и означението на стандарта.
Например: "Шперплат FBS 1500х1250х5 ГОСТ 11539-2014".
Технически характеристики на шперплат
Сила и плътност на шперплат
Силата на шперплат зависи от характеристиките на оригиналната дървесина и якостта на свързване. Силата се индикира индиректно от плътността на материала. Като правило, плътността на шперплат варира между 550-750 kg / m 3, т.е. приблизително съответства на плътността на дървото или леко надвишава поради по-голямата плътност на смолата, с която фурнирът се държи заедно.
В ГОСТ за конвенционален шперплат има различни нива на плътност - от 300 до 1000 кг. Ниско специфично тегло е възможно, когато се използва светло дърво и "насипен" фурнир. Претеглянето се дължи на използването на по-плътни смоли и други характеристики на производството на определен вид материал. Например, шперплатовият шперплат може да има плътност до 1200 kg / m 3 . Тя също има най-голяма сила.
Основните, най-важните показатели за силата на шперплат - е крайната сила в огъване, силата на задържане крепежни елементи. Стойността на шперплат FSF и FC за огъване е около 3-4 пъти по-ниска от тази на масивно дърво. Класовете PBS и FBV са по-добри по отношение на оригиналната дървесина. Съпротивлението при издърпване на винтовете е доста високо, поради ясно изразената слоеста структура (когато е монтирана в лицевата страна) и достига 6-8 кг за всеки милиметър дължина на скобата.
Екологичност
Екологичните свойства на шперплат се характеризират с емисионния си клас. Най-добрата марка в това отношение е FBA. Няма никакви синтетични материали.
Всички други марки шперплат в различна степен са източници на летлив формалдехид. За домашна употреба трябва да се изберат материали с клас на емисии E1 и по-долу. Интересно е, че в ГОСТ за ламиниран шперплат е предвиден само клас Е1.
Биологична резистентност
Шперплатът не е застрахован срещу гниене, синьо (за иглолистни дървета), плесен. Въпреки това, устойчивостта на шперплат към биологични и увреждания е по-висока от тази на обикновената дървесина. Това се дължи на факта, че фурнирът е в пряк контакт с фенолни или карбамидни смоли, които частично изпълняват функциите на антисептик. Фурнирът от иглолистна дървесина има по-висока устойчивост поради характеристиките на дървото. Bakelized шперплат има най-висока устойчивост.
Във всеки случай трябва да вземете предвид работните условия на материала и да изберете подходящия за тях или да извършите допълнителна антисептична обработка.
възпламеняемост
Шперплатът е силно запалим материал. Това трябва да се вземе предвид при прилагането му. Възможно е чрез специална обработка да се повиши огнеустойчивостта на конструкциите и продуктите от него. Има и специален, трудно запалим клас на шперплат - FSF-TV.
Устойчивост на влага
Устойчивостта на влагата на най-популярните сортове FSF и FC демонстрира теста за отделяне на листа, който се провежда след силна влага. Преди тестване, шперплатът се накисва във вода в продължение на 24 часа, марката FSF се вари в продължение на един час, а след консултация с клиента - за 6 часа. Марките PBS и VW също се варят в продължение на един час.
След обработка с вода и сушене, якостта на цепене на лепилния слой за различни марки е:
- FC и PSF - от 2 до 10 kgf / cm2 (0.2-1 МРа);
- VWF - 14.7 kg / cm2;
- FBS - 17, 6 kg / cm2.
Марката PBS е подходяща за тропически климат и други трудни условия.
Изолационни свойства
Шперплатът може да се използва като част от външни ограждащи конструкции. При това приложение са взети под внимание неговите изолационни качества.
Пропускливост на влага.
Всеки шперплат може да абсорбира вода и следователно е пропусклив за влага. Проницаемостта на влагата на материала обаче има капилярен характер и зависи от вида на импрегнирането. Във всеки случай, когато овлажняването от едната страна на влагата прониква в обратното и може да се предава към съседни слоеве на обвивката на сградата.
Топлинна проводимост.
Топлинната проводимост на шперплат зависи от неговата плътност и може да варира от 0.09 до 0.25 W / (m) K). За най-използваните марки термичната проводимост на материала е близо до дървесината.
Паропропускливост
Проницаемостта на водните пари е важен параметър, който се отчита при изчисляването на многослойни структури, обграждащи помещенията с изкуствен микроклимат.
Паропропускливостта на шперплат е около три пъти по-ниска от пропускливостта на дървесината по посока на влакната и пет пъти по-ниска от пропускливостта на тухлена зидария. Това свойство в някои случаи може да се използва за пароизолационни стени отвътре и не забравяйте да вземете предвид при използването на шперплат за външна облицовка.
Функции на приложението
При използването на шперплат трябва да се вземат предвид някои от неговите характеристики.
Поставянето на плоски части в три взаимно перпендикулярни равнини, лесно е да се постигне висока якост на продукта. Основното нещо е да се разпределят правилно съществуващите товари и да се гарантира надеждността на скрепителните елементи.
Ноктите са много трудно да влязат в листа слой, а в задника те практически не се държат. Може да се използват пирони само като ножове - чукане в предварително пробит отвор. Те се използват за срязващи товари и са относително слабо устойчиви на теглене.
Винтове и винтове, завинтени в лицето, много добре се противопоставят на издърпването. Но почти винаги за инсталацията им е необходимо предварително пробиване.
При рязане на шперплат трябва да се вземе под внимание леснотата, с която по време на тази операция се появяват разкъсвания на повърхността и фурнир. За да получите чисто рязане, трябва да използвате триони с малки зъби, високоскоростни машини за рязане с режещи ножове, а когато работите с ръчен инструмент, оставете поле за крайна обработка. Для шлифования нужно использовать ленточную шлифмашину с направлением движения ленты вдоль кромки.
Основная область применения фанеры – это строительство. Ее применяют для обшивки каркасных конструкций и облицовки, в качестве основы под кровлю или напольного покрытия.

В зависимости от марки этот материал применяется в производстве тары и мебели, в судостроении и вагоностроении. Из него делаются настилы под груз и переставная опалубка для бетонных работ.