
- Как да готвя тънък метал с инвертор
- Техники и методи за заваряване на тънки метални листове
- Поцинковано заваряване
Помогнете на развитието на сайта, споделяйки статията с приятели!
Заваряването на тънък метал е предизвикателство дори за някои опитни заварчици. На начинаещите в заваряването обикновено им е трудно. Правилата, които работят тук, изобщо не са същите като при заваряване на дебели продукти: има много функции и трудности, което затруднява избора на режими и електроди. По-лесно е да направите това с полуавтоматични машини за заваряване, но те са доста редки в ежедневието, инверторите са много по-често срещани. Тук ще говорим за заваряване на тънък метал с инвертор.
И първата трудност при заваряване на тънък метал е, че не можете да го нагреете твърде много: той изгаря, образуват се дупки.Следователно те работят на принципа "колкото по-бързо, толкова по-добре" и изобщо не говорим за никакви траектории на движение на електродите. Заваряването на ламарина се извършва чрез провеждане на електрода в една посока - по шева без отклонения.
Втората трудност е, че трябва да работите при ниски токове и това води до факта, че дъгата трябва да бъде къса. При леко отделяне просто изгасва. Възможно е също да има проблеми със запалването на дъгата, така че използвайте устройства с добра характеристика ток-напрежение (напрежение на отворена верига над 70 V) и плавно регулиране на заваръчния ток, който започва от 10 A.
Още един проблем: при силно нагряване геометрията на тънките листове се променя: те се огъват на вълни. Много е трудно да се отървете от този недостатък. Единственият вариант е да се опитате да не прегрявате или да премахвате топлината (прочетете по-долу за метода на радиатора).
При челно заваряване на тънки листове метал ръбовете им се обработват внимателно и се почистват.Наличието на мръсотия и ръжда ще направи заваряването още по-проблематично. Затова внимателно подравнете и почистете всичко. Листовете се поставят много близо един до друг - без празнина. Детайлите се фиксират със скоби, скоби и други устройства. След това частите се захващат на всеки 7-10 см с къси шевове - халки. Те ще предпазят частите от движение и е по-малко вероятно да се огънат.

Как да готвя тънък метал с инвертор
Заваръчните машини с постоянен ток са добри, защото можем да заваряваме с обратен поляритет. За да направите това, свържете кабела с държача на електрода към „+“ и свържете „-“ към частта. При тази връзка електродът се нагрява повече, а металът се загрява минимално.
Прочетете тук как да изберете заваръчен инвертор за вашия дом или градина.
Необходимо е да се готви с най-тънките електроди: от 1,5 mm до 2 mm. В този случай трябва да изберете с висок коефициент на топене: тогава, дори при ниски токове, шевът ще бъде с високо качество.Токът е настроен на малък. За електроди с размер 1,5 mm трябва да бъде около 30-45 ампера, за "два" - 40-60 ампера. В действителност понякога те поставят дори по-ниско: важно е да можеш да работиш.
| Дебелина на метала, mm | 0,5 мм | 1.0mm | 1,5 мм | 2.0mm | 2,5 мм |
|---|---|---|---|---|---|
| Диаметър на електрода, mm | 1.0mm | 1,6 мм - 2 мм | 2 mm | 2.0mm - 2.5mm | 3mm |
| Текущо, А | 10-20 ампера | 30-35 ампера | 35-45mm | 50-65mm | 65-100mm |
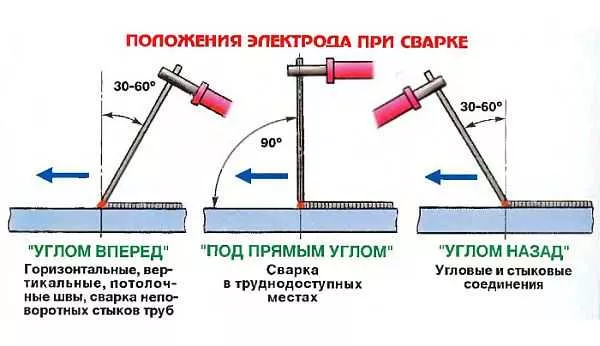
За да се нагрее по-малко металът, частите се поставят във вертикална или поне наклонена посока.След това те готвят отгоре надолу, като движат върха на електрода стриктно в тази посока (без да се отклоняват или връщат). Ъгълът на наклона е ъгъл напред, докато стойността му е 30-40 °. Така нагряването на метала ще бъде минимално, а това е една от най-важните задачи за заваряване на тънки метали.
Общи препоръки за избор на електроди за заваряване на тънки метали: купете висококачествени вносни електроди за такава работа. Ще има по-малко проблеми.
Прочетете за производството на плевня върху метална рамка тук.
Техники и методи за заваряване на тънки метални листове
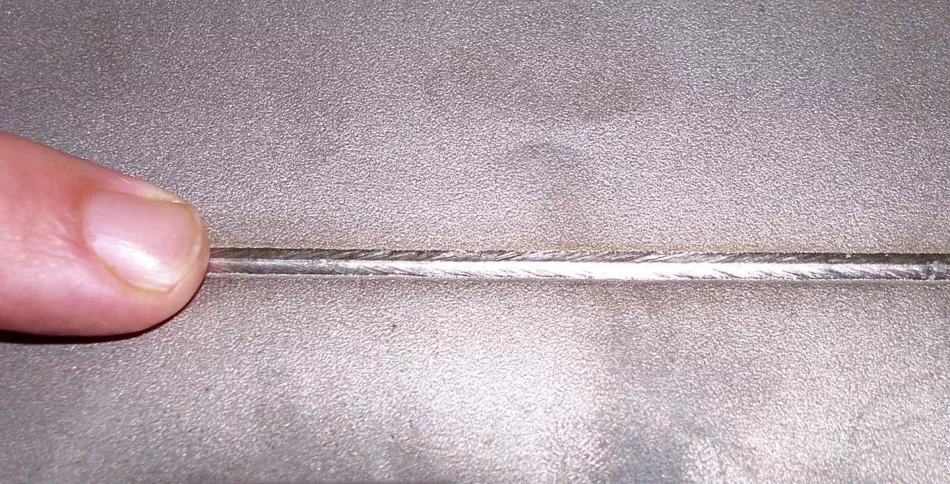
Понякога тънките листове трябва да бъдат заварени под ъгъл. В този случай е по-удобно да се използва методът на фланг: ръбовете на листа се огъват до необходимия ъгъл, закрепват се с къси напречни шевове на всеки 5-10 см. След това се заваряват, както е посочено по-горе: с непрекъсната шев отгоре надолу.
Видеото показва как се заварява тънка ламарина с електрод с помощта на заваръчен инвертор. Използва се методът на фланцоване: ръбовете на частите се прегъват, след което се захващат на няколко места с къси шевове. Следва заваряване с тънък електрод с дебелина 2 мм.
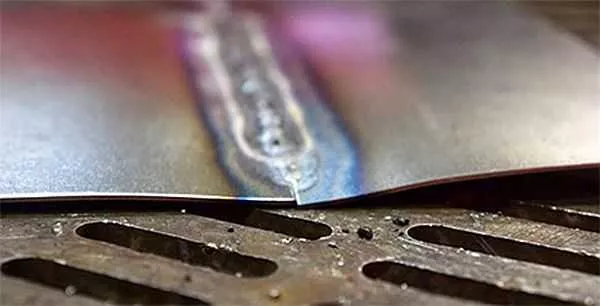
Не винаги е възможно да се избегне прогаряне при заваряване без разделяне. След това можете да опитате да откъснете дъгата за няколко минути, след което отново да спуснете електрода на същото място и да го преместите още няколко милиметра. Така че, откъсване и връщане на дъгата, и гответе. С този метод се оказва, че металът има време да се охлади по време на прекъсването на дъгата. Във видеото ще видите как се променя цвета на заваръчното петно след отстраняване на електрода. Основното нещо е да не оставяте метала да се охлади твърде много.
Заваряването на тънък метал с прекъсване на дъгата е демонстрирано в първата част на видеото. Методът на докинг се припокрива (една част припокрива втората с 1-3 см), използва се електрод с рутилово покритие (за конструкционни и нисколегирани стомани). След това е показано заваряването на неръждаема стомана с неръждаем електрод с основно покритие и накрая съединението от черен метал се заварява със същия електрод от неръждаема стомана. Шевът, между другото, се оказа с по-добро качество, отколкото при използване на препоръчаните електроди.
За избора на електроди за заваряване с инверторен апарат прочетете тук.
Ако не се изисква непрекъсната заварка при заваряване на тънък метал, се използва точкова заварка. При този метод на заваряване на малък размер, щипките са разположени на кратко разстояние един до друг. Този метод се нарича периодично зашиване.

По принцип челното заваряване на тънко желязо чрез заваряване е трудно. Припокриването е по-лесно: частите не се прегряват толкова много и има по-малък шанс всичко да „води“.
Прочетете за видовете заварки и съединения тук.
Когато заварявате тънък метален чел, можете да поставите тънка тел с диаметър 2,5-3,5 mm между листовете (можете да победите покритието върху повредени електроди и да ги използвате). Той е разположен така, че от предната страна да е изравнен с повърхността на метала, а от грешната страна да стърчи с почти половината от диаметъра.При заваряване дъгата се води по този проводник. Той поема основното топлинно натоварване, а заварените метални листове се нагряват от периферни токове. В същото време те не прегряват, не се изкривяват, шевът е гладък, без признаци на прегряване. След отстраняване на жицата е трудно да се видят следи от присъствието й.
Друг начин е да поставите медни пластини под фугата. Медта има много висока топлопроводимост - 7-8 пъти по-висока от тази на стоманата. Положен под мястото на заваряване, той отнема значителна част от топлината, предотвратявайки прегряването на метала. Този метод за заваряване на тънки метали се нарича "с радиатори" .
Как да заварявате метална беседка, прочетете тук. Може да се интересувате да прочетете как да направите мангал от газов цилиндър или метал? Нещото е необходимо и подходящо за овладяване на заваряването.
Поцинковано заваряване
Поцинкована стомана - същата тънка ламарина, само покрита със слой цинк.Ако трябва да го заварявате, по ръбовете, които ще заварявате, ще трябва да премахнете това покритие напълно, до оголена стомана. Има няколко начина. Първият е да го премахнете механично: с абразивно колело върху мелница или мелница, шкурка и метална четка. Има и друг начин - да изгорите чрез заваряване. В този случай електродът преминава два пъти по шева. В този случай цинкът се изпарява (изпарява се при 900 ° C) и неговите пари са много токсични. Така че тези работи могат да се извършват или на улицата, или ако на работното място има изпускателна качулка. След всяко преминаване трябва да свалите потока.

След пълното отстраняване на цинка започва същинското заваряване. При заваряване на поцинковани тръби ще са необходими два прохода с различни електроди, за да се получи добър шев. Първият шев е заварен с електроди с покритие от рутил, например MP-3, ANO-4, OZS-4. В този случай трептенията са с много малка амплитуда. Горният шев - облицовка трябва да бъде направен по-широк. Тя е приблизително равна на три диаметъра на електрода.Важно е да не бързате и да разварите добре. Този пасаж се използва с електроди с основно покритие (например UONI-13/55, UONI-13/45, DSK-50).
Прочетете повече за избора на електроди за инверторно заваряване тук.