
Помогнете на развитието на сайта, споделяйки статията с приятели!
В частна къща и на село винаги има нужда да се готви нещо. За да не се обръщате към професионалистите за дреболии (и да не им плащате), можете да си купите евтина машина за заваряване и да я научите сами. За да придобиете тези умения, се препоръчва да закупите машини за заваряване с постоянен ток и по-специално заваръчни инвертори. Те са малки по размер, тежат малко и с тяхна помощ можете да получите висококачествен шев дори без много опит. Не по-малко важно е, че в тази категория има добри устройства на ниска цена (5-10 хиляди рубли). Следователно заваряването с инвертор за начинаещи е най-доброто, което пазарът може да предложи днес.
Какво е заваръчен инвертор и как работиТова устройство се нарича инвертор, защото преобразува променливия ток от мрежата 220 V с честота 50 Hz във високочестотни трептения и след това в постоянен ток. В същото време устройството има висока ефективност: около 85-90% и дори при доста големи натоварвания, броячът "навива" малко. Във всеки случай няма да се налага да плащате луди сметки. Консумацията ще бъде малко по-висока, отколкото без заваряване, но не много.

Повечето инверторни заваръчни машини работят от домакинска мрежа 220 V (има и машини от 380 V). И това е едно от предимствата им. Освен това те практически не го засягат по никакъв начин; не "седнете" напрежение. Що се отнася до съседите, бъдете спокойни: те няма да разберат, че заварявате. Вторият важен плюс е, че те могат да работят повече или по-малко нормално дори при ниско напрежение. Разбира се, трябва да погледнете характеристиките, но при 170 V повечето от тях все още ви позволяват да работите с 3 mm електрод.Това е много важно, особено в селските райони, където ниското напрежение е норма, а не изключение.
Какво друго е добро за начинаещи - че дъгата с инверторно заваряване е по-лесна за получаване и задържане. И като цяло според мнозина се готви от „по-меко“ и дъгата му е „по-лека“. Така че, ако искате да се научите да готвите, опитайте първо инверторно заваряване.
За избора на заваръчни инвертори за дома и градината прочетете тук.
Основи на инверторното заваряване
Първо, нека да разгледаме дизайна на заваръчния инвертор. Няма да разглеждаме „плънката“, ще разгледаме какво има отгоре и какво ще трябва да използваме.

Този уред представлява малка метална кутия, която в зависимост от мощността тежи от 3 кг до 6-7 кг. Корпусът обикновено е метален, някои производители правят вентилационни отвори в него - за по-добро охлаждане на "пълнежа" (най-вече трансформатора).Има колан за носене, понякога има и дръжка: коланът се слага на рамото, ако работата изисква движение.
Един от панелите има ключ или ключ за захранване. В предната част има индикатори за мощност и прегряване. Има и копчета за настройка на напрежението и заваръчния ток. Също така на предния панел има два изхода - "+" и "-" , към които са свързани работещи кабели. Единият кабел завършва с клипс-щифт, който е прикрепен към детайла, вторият - с държач за електрод. Конекторът за свързване на захранващия кабел обикновено се намира отзад. Това е всичко.
Когато купувате инвертор, обърнете внимание кабелите да са достатъчно дълги и гъвкави: така е по-удобно за работа. Именно към недостатъчно дългите и твърди работещи кабели потребителите на популярната марка инверторни заваръчни апарати Resanta имат най-много оплаквания.
Общите принципи на работа с инверторен заваръчен апарат са описани в това видео.
Инверторно заваряване за начинаещи
Както при всяко електрическо заваряване, стопяването на метала се дължи на топлината на електрическата дъга. Това се случва между заваръчния електрод и метала, който ще се заварява. За да се създаде дъга, те се свързват с противоположни полюси: "+" се сервира на единия, "-" на втория.
При свързване на електрода към “минус” и детайлите към “плюс”, връзката се нарича “директна”. Ако към електрода се приложи „плюс“, връзката е обърната. И двата варианта се използват при заваряване, но само за метали с различна дебелина: обратно - за заваряване на тънки метали; прави - за заваряване на дебели метали (с дебелина над 3 mm). Но това не е неизменно правило, понякога правят обратното.

Какво причинява такова разделение на практика? Физиката на процеса. Когато възникне дъга, електродите се преместват от минус към плюс. В същото време те също предават енергията си на положително заредена повърхност, повишавайки нейната температура.Следователно елементът, който е свързан към положителния изход, се нагрява повече. При заваряване на метали с достатъчна дебелина те трябва да бъдат добре нагрети, така че да се стопят и шевът да е с високо качество. Затова им се дава "+" . Тънкият метал, напротив, може да изгори от прегряване и към него се прикрепя „минус“, загрявайки електрода по-силно, от който повече разтопен метал влиза в шева.
Възможно е правилното заваряване на метал с инвертор само ако електродът се контролира добре от вас. За да направите това, трябва да вземете правилно дръжката. Как да го направите, вижте видеото.
Как се образува шев по време на заваряване
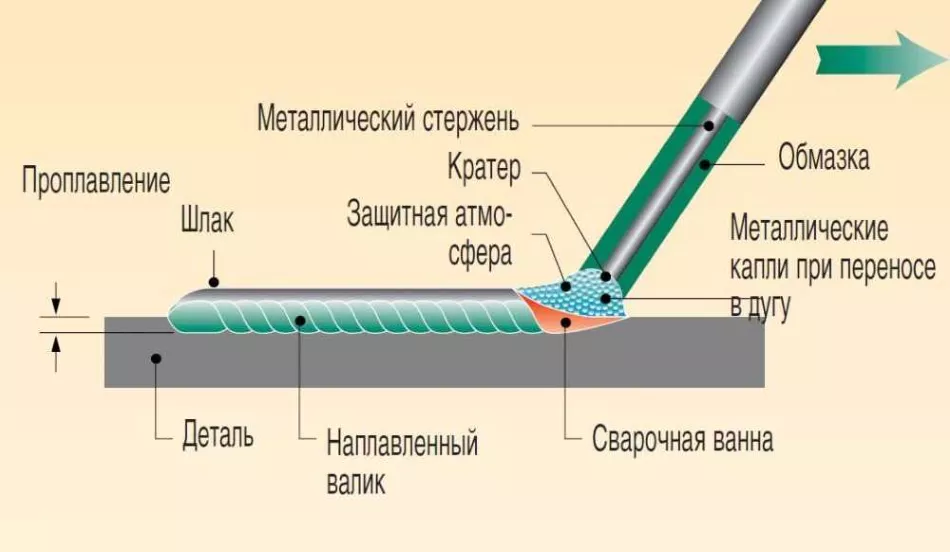
За да направим по-ясни основите на инверторното заваряване, нека разгледаме какво се случва, когато се образува шев. Като начало нека изясним, че заваръчният електрод за заваряване на метали се състои от метална сърцевина и покритие - специално покритие, което затваря зоната на заваряване от контакт с кислорода, съдържащ се във въздуха.Прочетете повече за електродите за инвертори тук.
Сега за действителния процес на заваряване. Електрическа дъга се образува, когато сърцевината на електрода и металът влязат в контакт (прочетете по-долу как да запалите дъгата). В същото време покритието започва да гори. Частично се топи, преминавайки в течно състояние, частично се превръща в газове. Тези газове обграждат заваръчната зона - заваръчната вана. Те не позволяват на кислорода от въздуха да "пробие" до разтопения метал. Тази част от покритието, която е преминала в течно състояние, покрива разтопения метал, създавайки втори слой защита. След охлаждане се превръща в шлака, която покрива шева с кора. И на този етап шлаката предпазва все още горещия метал от кислород.
Но шлаката и защитата далеч не са единственият процес, който протича и трябва да се контролира. При заваряване е необходимо да се гарантира, че съединението на две парчета метал се нагрява равномерно и достатъчно.И двете части трябва да се стопят на еднакво разстояние от ръба. За да бъде нагряването равномерно, трябва да поддържате същото разстояние от върха на електрода до детайла. Не е много лесно да се направи това: електродът се топи по време на заваряване и частиците от неговия разтопен метал се прехвърлят от дъгата в шева. Следователно държачът на електрода трябва постепенно да се приближи до детайла. Но това не е краят на техниката за заваряване с електрод. Също така трябва да „изпишете“ някои фигури с върха му - зигзаг, кръгове, коледни елхи и др. Те ви позволяват да направите шева по-широк и да слеете двете части заедно. Най-често срещаните движения на електрода са показани на снимката по-долу.
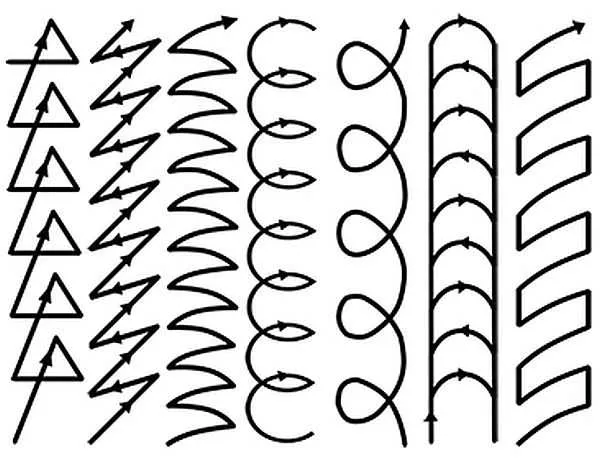
Тоест, трябва да преместите електрода от едната страна на другата по ширината на шева по една от тези траектории, като същевременно наблюдавате състоянието на заваръчната вана, и спускайте електрода, докато изгаря, поддържайки разстояние до детайла константа. Това е толкова трудна задача за тези, които искат да се научат как да заваряват метал.Със заваръчен инвертор е по-лесно - дъгата е постоянна и не скача, но в началото може да не успеете
Това много забавено видео показва прехвърлянето на метални частици от електрода към заваръчната вана и как се образува.
Как да се научите да заварявате метал с инвертор
Започнете обучението със запалването на дъгата. За да направите това, в допълнение към апарата ще ви трябва метал (дебелина 5-6 мм) и електрод, маска и клин (тесни кожени ръкавици) на заварчик, както и дебели дрехи и ботуши от дебела кожа - за защита срещу искри и котлен камък
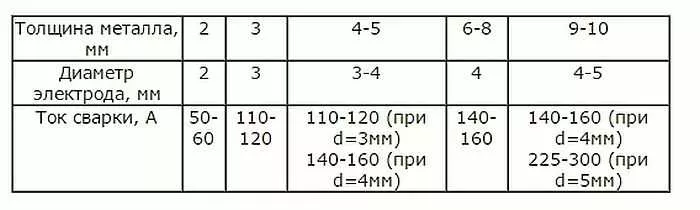
Започнете със свързване на заваръчните кабели. След това избраният електрод се вкарва в държача (за начало вземете MP 3 с диаметър 3 мм - лесно се запалват и се готвят добре). След включване на захранването настройте заваръчния ток (вижте таблицата). За електрод с диаметър 3 mm се задава ток 90-120 A. Токът по време на процеса на заваряване може да се регулира.Ако видите, че това не е валяк, а само няколко несвързани ивици, увеличете го. Ако, напротив, металът е много течен и е трудно да се движи заваръчната вана, намалете го. Настройките са много зависими от устройството и избрания електрод. Така че опитайте и променете. След като настроите тока, те поставят маска на заварчик (за начинаещите ще бъде по-лесно да работят в маска на хамелеон), можете да работите.
Инверторното заваряване за начинаещи започва с обучението за запалване на дъгата. Има два метода: ударете детайла с върха на електрода няколко пъти или го ударете като кибрит. И двата метода работят. Което ви е по-удобно, използвайте го. Но за в бъдеще имайте предвид, че трябва да ударите по линията на шева - така че да няма следи върху продукта. За да запалите дъгата стабилно, ще трябва да тренирате известно време и да запалите няколко електрода.
Когато дъгата се запали без проблеми, можете да продължите - овладейте движенията.Те правят това чрез полагане на ролки върху дебел метал. Върху метална плоча начертайте линия с тебешир, която ще замести вашия шев. След това запалвате дъгата. На мястото, където е останал, металът се топи и се покрива с филм от течна шлака. Това място се нарича заваръчен басейн. Тук ще трябва да го преместите по начертаната линия. Направете това с едно от движенията, показани на снимката по-горе.
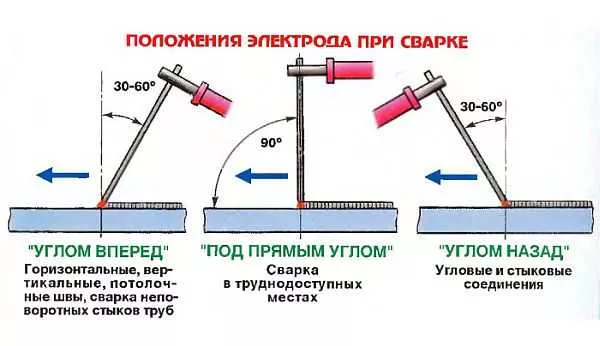
За да може ваната да се движи, електродът трябва да е леко наклонен, приблизително под ъгъл 50-45°. Някои хора имат повече ъгли, други по-малко. Като цяло, чрез накланяне на електрода, вие променяте размерите (ширината) на заваръчната вана. Можете да експериментирате: има много различни техники в заваряването и е важно само шевът да е с високо качество, а как ще го постигнете е ваш бизнес, особено след като ще работите за себе си и за себе си.
Има две основни работни позиции на електрода: преден ъгъл и заден ъгъл. При заваряване с преден ъгъл получаваме по-малко топлина, шевът ще бъде по-широк. Тази техника се използва при заваряване на тънки метали. Дебелите са заварени, като правило, с ъгъл назад.
Но ъгълът на наклон не е всички параметри, които ще трябва да се поддържат. Има и дължината на дъгата. Това е разстоянието от върха на електрода до повърхността на детайла. Средната дъга - 2-3 мм, къса - 1 мм или дори гръб до гръб, дълга - 5 мм или повече - до разделяне. Практиката започва с работа върху средната дължина на дъгата. Задръжте до метала 2-3 мм. Тогава шевът ще се окаже по-гладък и по-добър: ако празнината е твърде голяма, дъгата започва да скача, нагряването на метала е недостатъчно, шевът се оказва размазан, връзката е ненадеждна. При къса дъга възниква друг проблем - шевът е твърде изпъкнал поради факта, че нагревателната зона е твърде малка. Това също не е добре, тъй като остават подрязвания - бразди по шева на частта - намалявайки здравината на връзката.

След като сте се упражнявали известно време в поставянето на ролките с различни движения, след като ролките са с еднаква ширина, повърхностните люспи са с приблизително еднакъв размер, можете да опитате да заварите шевовете.Можете да прочетете за видовете шевове и съединения, както и за подготовката им тук или можете да гледате друг урок "Заваряване за манекени" .
Основи на инверторното заваряване за начинаещи. Всичко, което ви остава, е практика: трябва да носите повече от един електрод за тренировка. Може би дори не един килограм. Когато самата ръка извършва всички движения, всичко ще ви се стори доста просто.
За да затвърдите придобитите знания, първо се опитайте да тренирате малко ръката си без електрод, упражнявайки движенията, докато държите молив в ръката си. Също добър вариант, може би ще ви се стори по-приемлив. В този видео урок за заваряване с инвертор за начинаещи всичко е много разумно, просто и достъпно. Ако има някакви неясноти, моля прегледайте. Разберете как да готвите с инверторно заваряване. Много полезни неща за начинаещи заварчици.
И накрая, за някои характеристики на работата на заваръчните инвертори.Те много се страхуват от прах, особено от метал. Затова е препоръчително да не използвате мелница до тях и да извършвате редовно почистване с прахосмукачка отвътре (след изтичане на гаранционния срок). Не се препоръчва работа при дъжд или във влажни помещения. Това важи особено за евтините домакински модели. Въпреки че имат защита срещу токов удар, по-добре е да играете на сигурно.
Когато избирате електроди, обърнете внимание на областта на тяхното използване: те трябва да са подходящи за постоянен ток. При заваряване при най-висок ток или напрежение режимът на работа е прекъснат. Посочено е за всяко устройство в паспорта.